The Digital Drive Data Signal (Profibus “Torque”) vs. The WattPilote Resistive Shunt Power Sensor
Some Tool Condition Monitor suppliers attempt to use signals from the machine tool’s digital drive frequency converters to monitor cutting tool condition. The “torque” signals can be read directly from the Profibus links that connect the drive motor electronics. These TCM suppliers often claim that the “torque” signal is sensitive enough to monitor 80% of the cutting tools used on most machine tools.
Actually, it’s more like 65% of your tools. Unfortunately for you, 100% of your tooling problems are likely to occur on the 35% of your tools that cannot be monitored via the “torque” signals.
Profibus “Torque” is not the same as Power
It is also not the same as mechanical torque. The Profibus “torque” signal is proportional to current consumption and is most sensitive to the power required to create the magnetic field inside the motor. It is not very sensitive to machining processes. It can detect large changes in the condition of large tools (tools that consume a large percentage of the available motor power). In contrast to this, the WattPilote resistive shunt power sensor can ignore variations in the power signal that are not caused by the cutting process. It is able to monitor the condition of extremely small-diameter cutting tools as well as large cutting tools. It has a resolution of 0.5 watts when used on a 32 kilowatt spindle.
One comparison of the 2 technologies is provided here.
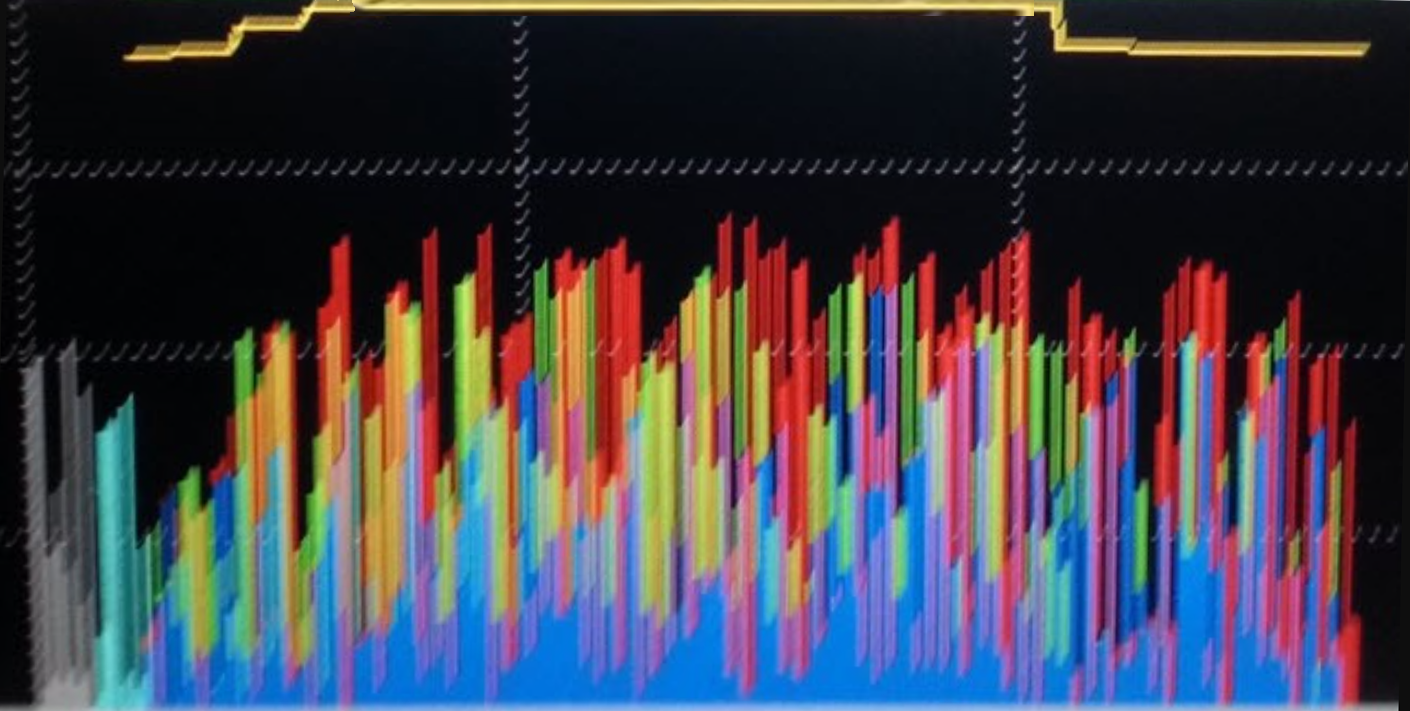
The Example Below Shows 4 M6 Taps Driven by a Single Motor
The Profibus “torque” signal from this motor is very noisy and not repeatable from cycle to cycle. The spikes in the signal are digital drive artifacts and they do not relate to the tapping process. The rainbow of colors shows that each consecutive tapping cycle is very different from its neighboring cycles.
Below, the Same Tapping Process as Measured by WattPilote
The WattPilote direct power measurement is repeatable from cycle to cycle (shown in black). There is very little noise in the signal. It’s simple to create an upper and lower process limit (shown in blue). All 4 taps consume 680 watts during the tapping cycle. If a tap breaks, the 25% drop in power is easily detected by the lower process limit.
