
detect chip in the tool holder
If a chip remains in the tool holder while loading the tool, it will definitely affect your quality process. This becomes particularly true on machines using MQL lubrication. The small amount of coolant used prevents a deep cleaning of the spindle chuck, increasing the risk of presence of metallic particles.
detect chips down to 0.01mm
SafePilote HSM detects metal chips between the tool and the tool holder. This very fast and sensitive balancing measurement system allows you to guarantee the quality of your machining – especially reamers. After every tool change, and during the approach phase of the tool, SafePilote HSM will check for a chip between the tool holder seat and the spindle cone. The measurement time is only 0.4s after spindle has reached its target speed. Depending on the specifics of the application, SafePilote HSM can detect chips down to 0.01mm.

{kind=link}
0.4 seconds only
Machining centers that use automatic tool changers provide many production benefits, but they are susceptible to contamination by metal chips and swarf. Air blasts are no guarantee that debris will not become trapped between the tool holder seat (or taper) and the spindle cone. This debris has a direct impact on part quality.
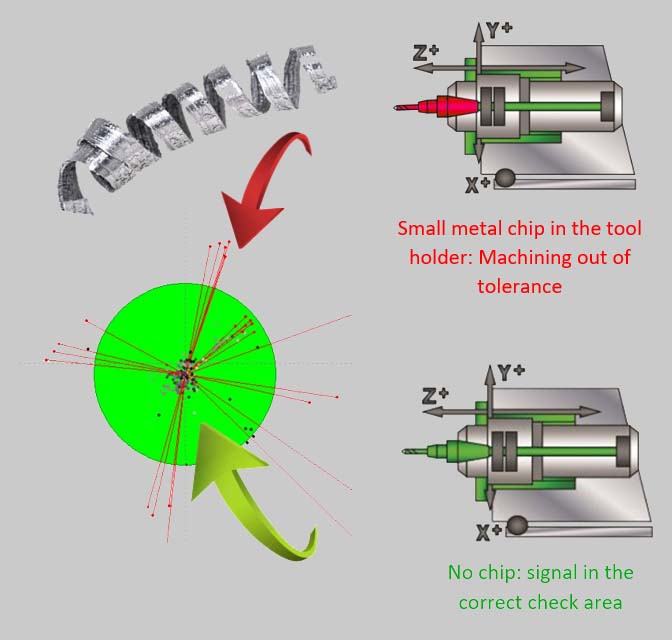
During the tool change cycle, if a metal chip remains between the tool holder seat and the spindle cone, the tool will be off-centered and the machining will be out of tolerance: When using a reamer, for sure the part will have to be scraped!
Mounted on your machine’s spindle, our high-resolution 3-axis digital vibration sensor specially developed for this application can detect in less than 0.4 second the presence of a chip of a thickness down to 0.01 mm.
Safe Pilote PDF