Das digitale Drehmomentdatensignal im Vergleich zum WattPilote Shunt-Widerstand Leistungssensor
Einige Anbieter von Werkzeugzustandsüberwachungsgeräten versuchen, Signale von den digitalen Antriebsfrequenzumrichtern der Werkzeugmaschine zu verwenden, um den Zustand des Schneidwerkzeugs zu überwachen. Die „Drehmoment“-Signale können direkt von den Profibus-Verbindungen gelesen werden, die die Elektronik der Antriebsmotoren verbinden. Diese TCM-Anbieter behaupten oft, dass das „Drehmoment“-Signal empfindlich genug ist, um 80% der Schneidwerkzeuge zu überwachen, die auf den meisten Werkzeugmaschinen verwendet werden.
Eigentlich sind es eher 65 % Ihrer Werkzeuge. Zu Ihrem Pech treten 100% Ihrer Werkzeugprobleme wahrscheinlich bei den 35% Ihrer Werkzeuge auf, die nicht über die „Drehmoment“-Signale überwacht werden können.
Die Drehmomentdatensignal-Überwachung ist nicht das gleiche wie die Leistungs-Überwachung
Es ist auch nicht das gleiche wie das mechanische Drehmoment. Das Drehmomentdatensignal ist proportional zur Stromaufnahme und reagiert am empfindlichsten auf die Leistung, die zur Erzeugung des Magnetfelds im Motor erforderlich ist. Es ist nicht sehr empfindlich gegenüber Bearbeitungsprozessen. Es kann große Änderungen im Zustand großer Werkzeuge erkennen (Werkzeuge, die einen großen Prozentsatz der verfügbaren Motorleistung verbrauchen). Im Gegensatz dazu kann der Shunt-Widerstand Leistungssensor des WattPilote, Schwankungen im Leistungssignal ignorieren, die nicht durch den Schneidprozess verursacht werden. Er ist in der Lage, den Zustand sowohl von Schneidwerkzeugen mit extrem kleinem Durchmesser als auch von großen Schneidwerkzeugen zu überwachen. Bei Verwendung an einer 32kW-Spindel hat er eine Auflösung von 0,5 Watt. Ein Vergleich der beiden Technologien ist hier zu finden.
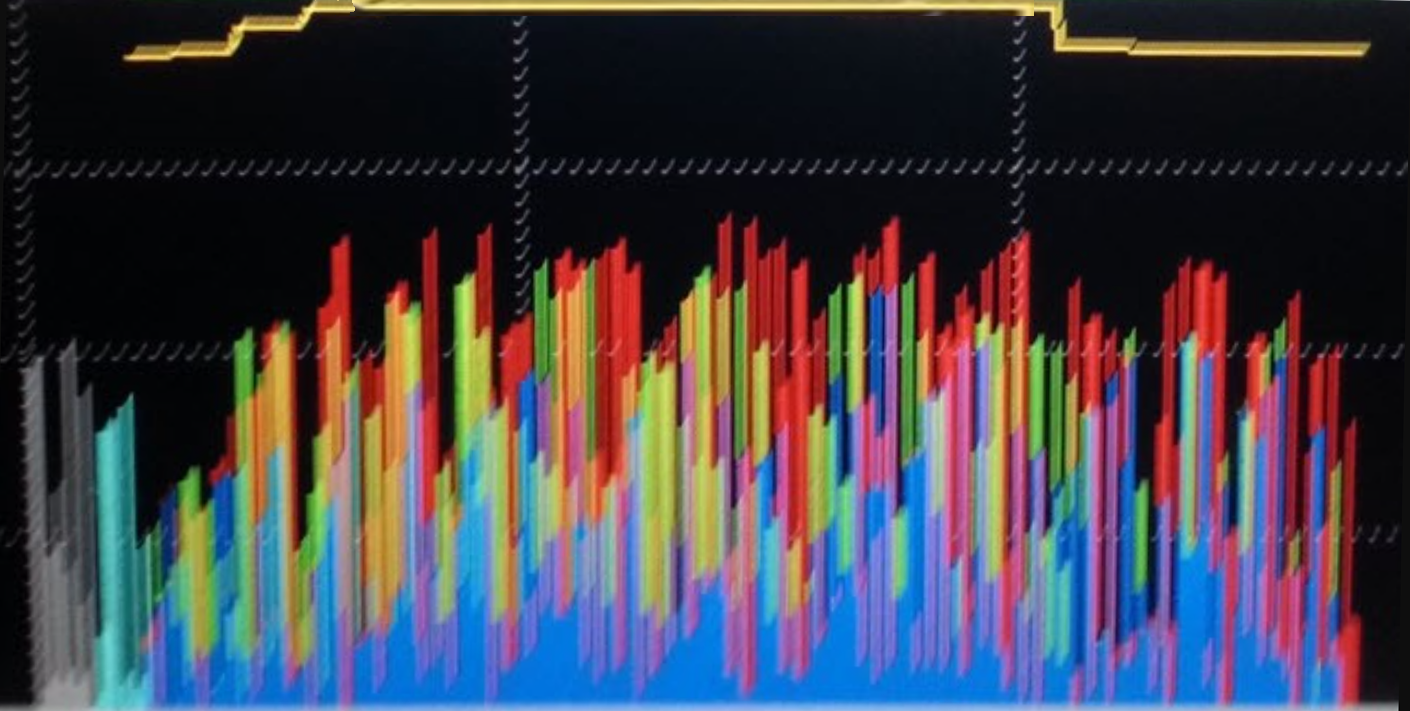
Das nachstehende Beispiel zeigt 4 M6-Gewindebohrer, die von einem einzigen Motor angetrieben werden.
Das Profibus-Drehmomentsignal von diesem Motor ist sehr verrauscht und nicht von Zyklus zu Zyklus wiederholbar. Die Spitzen im Signal sind digitale Antriebsfragmente und haben nichts mit dem Gewindeschneidvorgang zu tun. Der Regenbogen der Farben zeigt, dass sich jeder aufeinanderfolgende Gewindebohrzyklus stark von den benachbarten Zyklen unterscheidet.
Unten: der selbe Prozess des Gewindebohrens, wie er vom WattPilote gemessen wurde
Die direkte WattPilote-Leistungsmessung ist von Zyklus zu Zyklus wiederholbar (in schwarz dargestellt). Das Rauschen im Signal ist sehr gering. Es ist einfach, eine obere und untere Prozessgrenze festzulegen (in blau dargestellt). Alle 4 Gewindebohrer verbrauchen während des Gewindebohrzyklus 680 Watt. Wenn ein Gewindebohrer abbricht, wird der Leistungsabfall von 25 % durch die untere Prozessgrenze leicht erkannt.
