
Erkennung von Span in Spindel
Wenn ein Span beim Werkzeugwechsel in der Spindel verbleibt, wird dies Auswirkung auf die Prozessqualität haben. Das ist besonders schwierig bei Prozessen mit Minimalmengenschmierung. Aufgrund der geringen Menge an Kühl-/Schmiermittel, wird die Spindel häufig nicht ausreichend gesäubert, was das Risiko zurückbleibender Späne erhöht.
SPANGRÖßEN VON BIS ZU 0.01mm ERKENNEN
SafePilot HSM erkennt Späne zwischen Werkzeughalter und Spindel aufgrund von Unwuchten. Die schnellen und hohen Sensitivität der Unwuchterkennung ermöglicht es Ihnen die hohe Produktionsqualität Ihrer Maschine aufrecht zu erhalten, besonders bei kritischen Bearbeitungen wie Reiben. Nach jedem Werkzeugwechseln in der Positionierphase des Werkzeuges prüft SafePilot HSM durch die Erkennung einer Unwucht, ob ein Span zwischen Werkzeughalter und Spindel eingeklemmt ist. Die Prüfzeit beträgt 0,4 Sekunden bei erreichter Solldrehzahl. In Abhängigkeit der Applikation (Werkzeug und Spindelsolldrehzahl) kann SafePilot HSM Späne bis hinunter zu einer Größe von 0.01mm erkennen.

{kind=link}
NUR 0.4 SEKUNDEN PRÜFZEIT
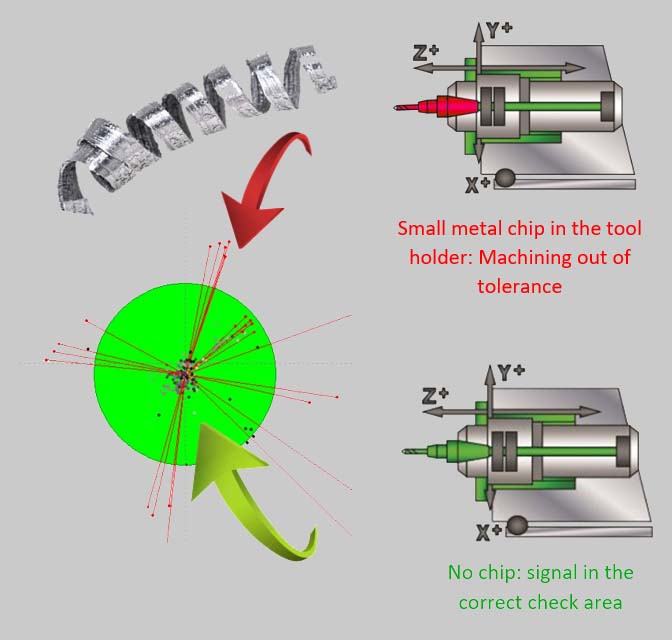
Bearbeitungszentren mit automatischem Werkzeugwechsel sind äußerst produktiv. Jedoch sind sie auch anfällig für Verschmutzung durch Späne und Schmutz. Druckluftstöße beim Werkzeugwechsel sind keine Garantie, dass nicht doch Späne oder Verschmutzung am Werkzeughalter oder in der Spindel verbleibt. Das hat direkten Einfluss auf die Bauteilqualität. Durch den Span oder die Verschmutzung zwischen Werkzeughalter und Spindel entsteht eine Unwucht am Werkzeug, was in der Regle zu einer Toleranzverletzung bei der Produktion führt. Beim Reiben führt das sicherlich sofort zum Ausschuss des Bauteils. Durch Installation unseres 3-achs digitalen Schwingungssensors an der Spindel können wir hochaufgelöst die Unwucht des Werkzeuges erkennen und das in nur 0,4 Sekunden nach Erreichen der Solldrehzahl der Spindel. Dabei können Späne bis hinunter zu 0.01mm erkannt werden.
Safe Pilote PDF