Mikro-Bohranwendungen
Der Wattpilote kann auch die kleinsten Werkzeuge überwachen
Einfache Echtzeit-Überwachung des Zustands von Werkzeugen mit kleinem Durchmesser ist möglich. Bei vielen Bearbeitungsvorgängen sind die kritischsten Bearbeitungsprozesse mit Werkzeugen mit kleinem Durchmesser verbunden. Bislang galt die Überwachung der Leistung nicht als gute Möglichkeit, die Integrität solcher Werkzeuge zu kontrollieren, da die auf dem Markt erhältlichen Überwachungssysteme dies einfach nicht zuließen. Diese Systeme, die häufig Sensoren mit geringer Empfindlichkeit wie Hall-Effekt-Sensoren, Rogowski-Spulen oder sogar digitale Antriebsdaten (Datenwerte, die auf dem Steuerbus der Antriebselektronik verfügbar sind) enthalten, waren einfach nicht in der Lage, die von Werkzeugen mit kleinem Durchmesser erzeugten Leistungsschwankungen zu erkennen. Bedenken Sie, dass die Leistungsaufnahme eines 0,1-mm-Bohrers in Stahl nur etwa 0,2 Watt beträgt!
Wenn die Auflösung des von Ihnen installierten Systems nicht besser als 1 oder 2 Watt ist, gibt es keine Chance, irgendetwas über das Werkzeug zu erkennen. Die einzigen verfügbaren Lösungen waren also Nachbearbeitungstechnologien wie mechanische Tastköpfe, Taststifte oder Laser. Diese Systeme sind recht kompliziert zu installieren und zu warten, und sie können die Zykluszeit erheblich verlängern (um mindestens 1,5 Sekunden pro überwachtes Werkzeug).
Ändern Sie die Regeln mit dem Wattpilote
Der WattPilote hat das Spiel verändert: Dank seiner einzigartigen Sensortechnologie und seiner unvergleichlichen Empfindlichkeit durchbricht dieses System die traditionellen Grenzen, die bei der Überwachung der Spindel- und Achsenmotorleistung gelten. Digital Way hat erfolgreiche Anwendungen, bei denen wir 0,2 mm Bohrer mit 5,5 kW Motoren steuern. Überall einsetzbar. Dank seines kompakten Designs kann der WattPilote leicht auf jeder Art von Maschine installiert werden, von Bearbeitungsmaschinen bis hin zu speziellen Kompaktbohrmaschinen. Er funktioniert mit jeder Art von Motoren, unabhängig von deren Leistung, von 100 Watt bis 100kW.

{kind=link}
{kind=link}
VERSCHWENDEN SIE KEINE ZEIT MEHR
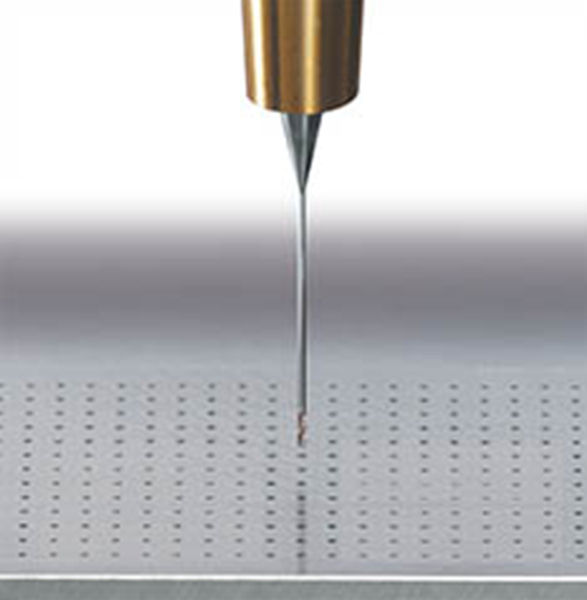
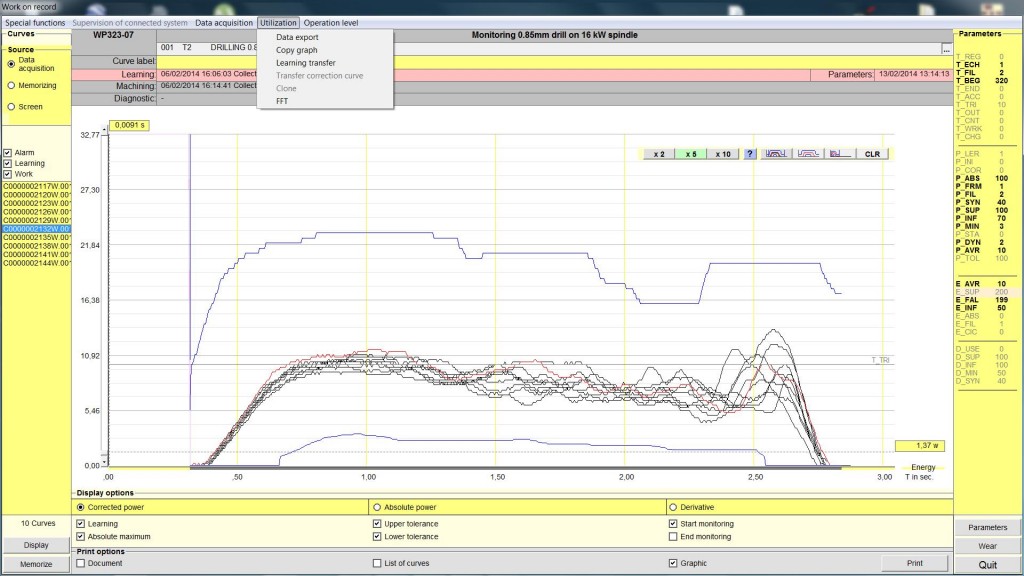
Der WattPilote kontrolliert die Leistungsschwankungen in Ihrem Prozess in Echtzeit. Das bedeutet, dass Ihre Maschine keine Zeit durch eine nachträgliche Werkzeugkontrolle verliert. Denken Sie daran, dass es für Laser schwierig ist, Werkzeuge mit einem Durchmesser von weniger als 1 mm zuverlässig zu erkennen. Und diese Werkzeuge schnarchen oft, wenn sie mit mechanischen Tastern oder Taststiften in Kontakt kommen.Auf der linken Seite: Überwachung eines 0,8-mm-Bohrers auf einer 15-kW-Bearbeitungsmaschine.
DATENBLATT HERUNTERLADEN
PDF Datenblatt herunterladen Mikro-Bohranwendungen